


Параллельная загрузка рабочих центров при пооперационном планировании MES в 1С:ERP «Управление предприятием 2.1»
В данной статье рассмотрим методику пооперационного планирования в программе 1С:ERP «Управление предприятием 2.1» (далее по тексту – 1C:ERP). Автор: Руководитель проектов ВЦ «Раздолье» - Рыжков Дмитрий.
Данная статья продолжением (расширением) статьи https://razdolie.ru/company/articles/metodika-pooperatsionnogo-planirovaniya-mes-v-programme-1s-erp-upravlenie-predpriyatiem-2-1/
Здесь детально рассмотрим, как в 1С:ERP планировать параллельно загружаемые рабочие центры (печи, окрасочные камеры и пр.).
Учтем особенности работы таких рабочих центров:
- ограничение по загрузке (объем, вес и пр.),
- различные режимы работы (температурный, влажностный и пр.),
- фиксированное время выполнения операций (отличается у разных режимов).
При создании НСИ будем обращать внимание только на ключевые моменты, подробнее о вводе и настройке НСИ можно почитать в основной статье.
ВВОД НСИ
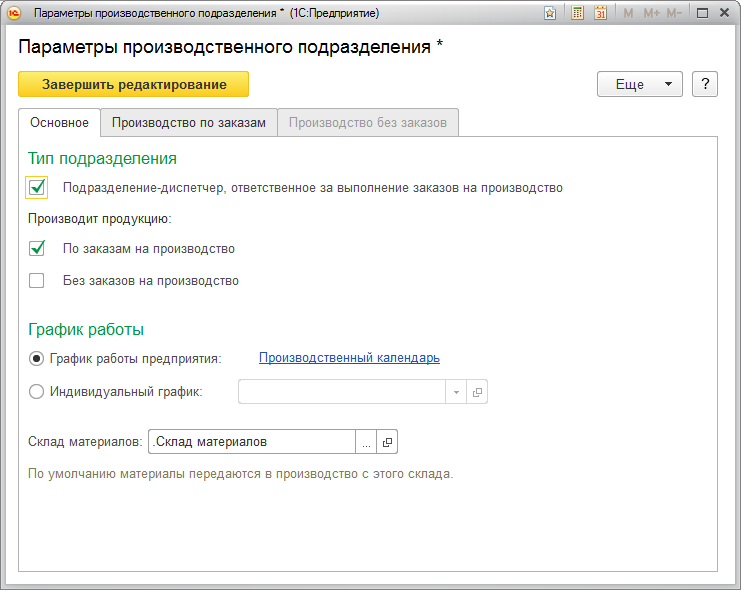
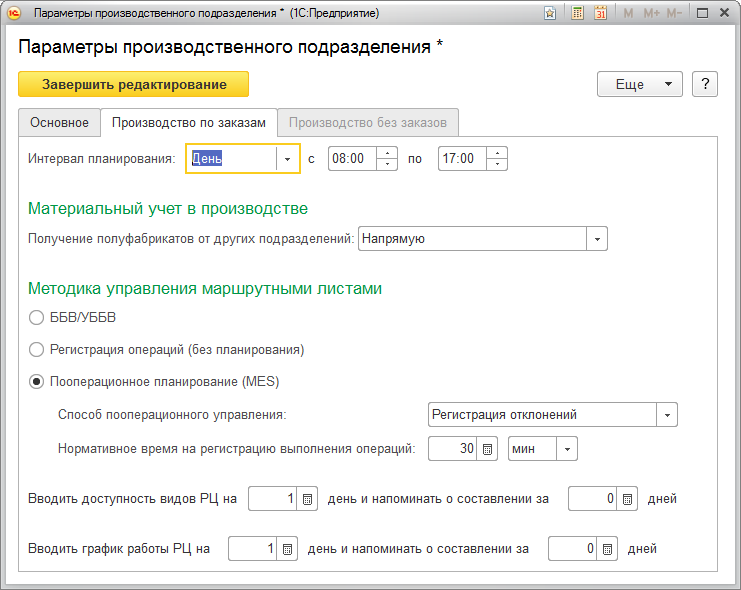
Создадим подразделение Цех закалки стекол, производит продукцию по заказам, является диспетчером, методика управления маршрутными листами – Пооперационное планирование MES.
Создадим Вид рабочего центра ВРЦ Закалка:
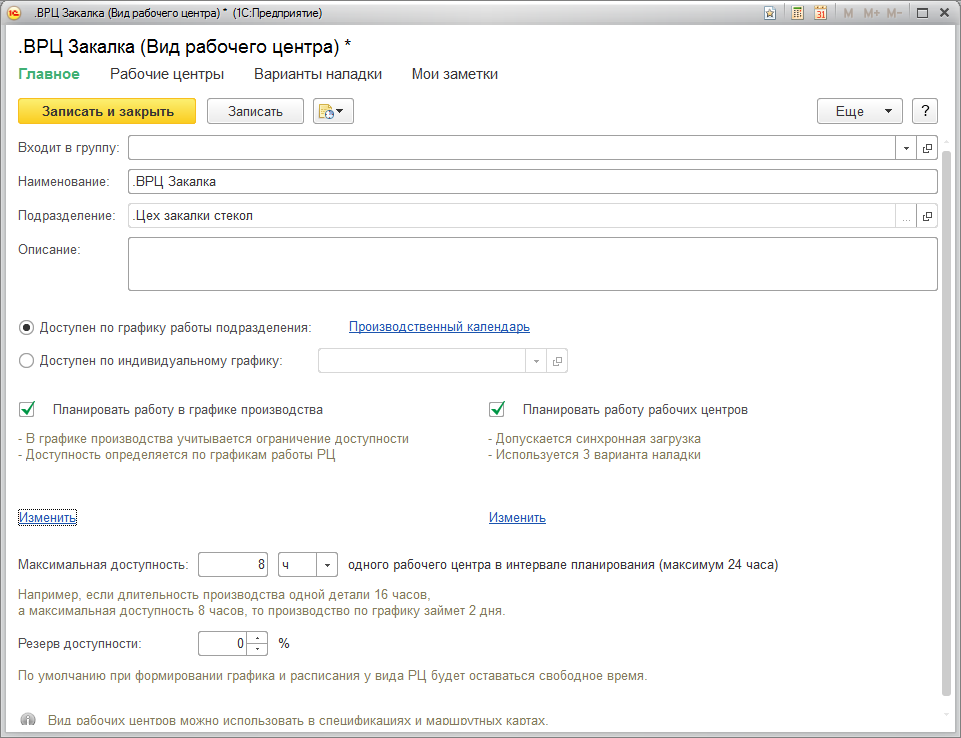
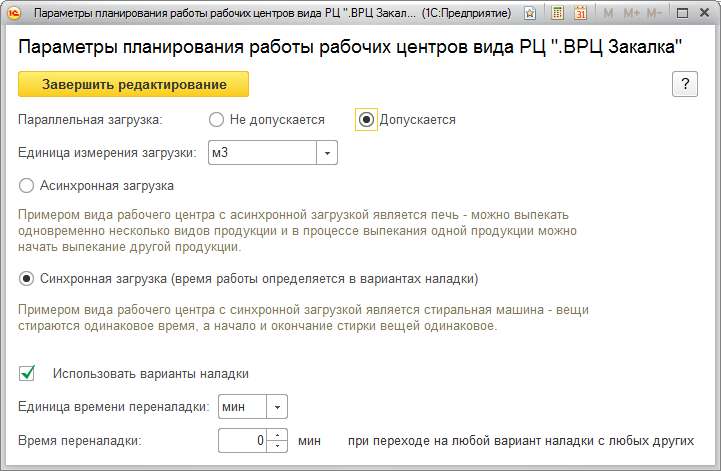
В настройках планирования работы рабочих центров укажем, что Допускается синхронная загрузка, Единица загрузки – м3, применяется Синхронная загрузка материалов, используем различные варианты наладки (для нас это будет температурный режим), время работы будет указываться для каждого варианта наладки:
Добавим режимы работы. Для этого перейдем в Варианты наладки вида рабочего центра и добавим 3 варианта:
- Закалка при температуре 150°С – продолжительность 90 минут
- Закалка при температуре 200°С – продолжительность 60 минут
- Закалка при температуре 250°С – продолжительность 30 минут

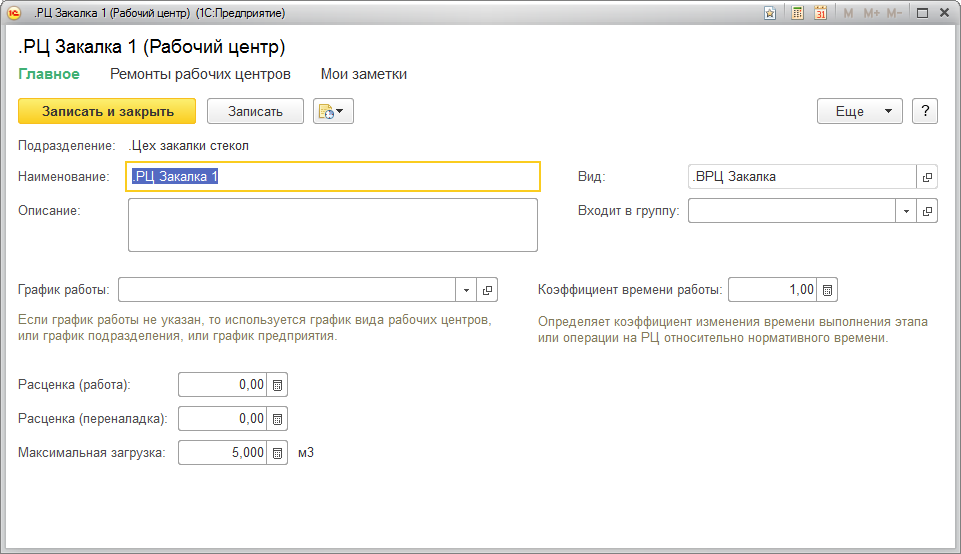
Создадим рабочий центр РЦ Закалка 1 для нашего ВРЦ, укажем максимальную загрузку 5 м3 – это и будет объем нашей камеры:
Теперь введем изготавливаемую продукцию и материалы. Предварительно создадим Вид номенклатуры Стекло, после чего введем элементы номенклатуры с этим Видом:
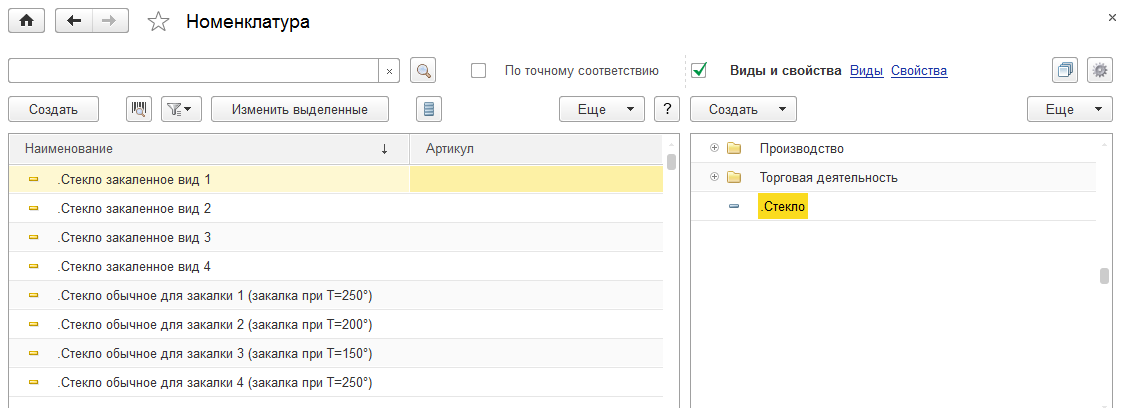
Как видно из скриншота, есть 4 позиции изготавливаемой продукции, а также 4 позиции потребляемого материала, все единицы измерения – штуки.
Стекла 1, 2 и 3 имеют разный режим закалки. Стекло 4 закаливается в том же режиме, что и Стекло 1 (250 градусов).
Поскольку загрузка камеры определяется объемом в метрах кубических, представим, что стекла 1, 2 и 3 занимают объем 1 м3. Стекло 4 занимает двойной объем - 2 м3.
Для планирования производства создадим необходимую производственную НСИ – маршрутные карты и ресурсные спецификации.
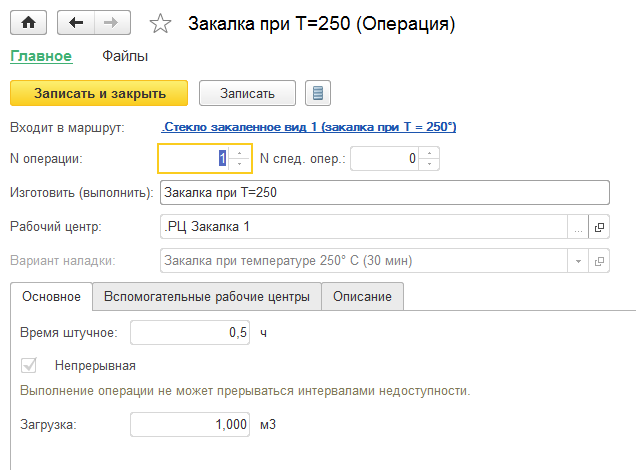
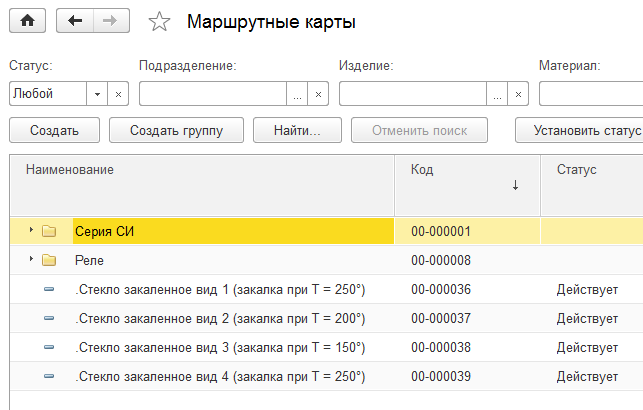
Создадим Маршрутную карту Стекло закаленное вид 1 (закалка при T = 250°).
Выходное изделие – Стекло закаленное вид 1 – 1 шт.
Потребляемый материал – Стекло обычное вид 1 – 1 шт.
Добавим операцию – Закалка при T=250, выберем РЦ Закалка 1, вариант наладки Закалка при температура 250°C (30 мин). Время выполнения установится автоматически. Также устанавливаем, что операция непрерывная (нельзя прервать операцию закалки на обед или на ночь).
Исходя из условий, для нашего стекла вида 1 загрузка РЦ составляет 1 м3.
Аналогично необходимо заполнить маршрутные карты для всех видов стекол, и перевести их в статус Действует:
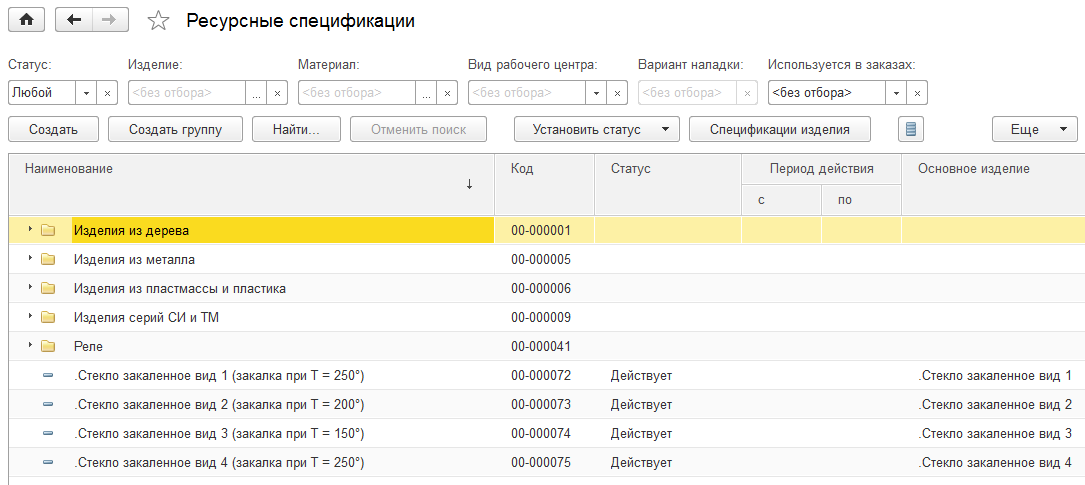
Далее создадим ресурсные спецификации и заполним по маршрутным картам:
Также для планирования графика производства не забываем заполнить доступность ВРЦ.
ПЛАНИРОВАНИЕ
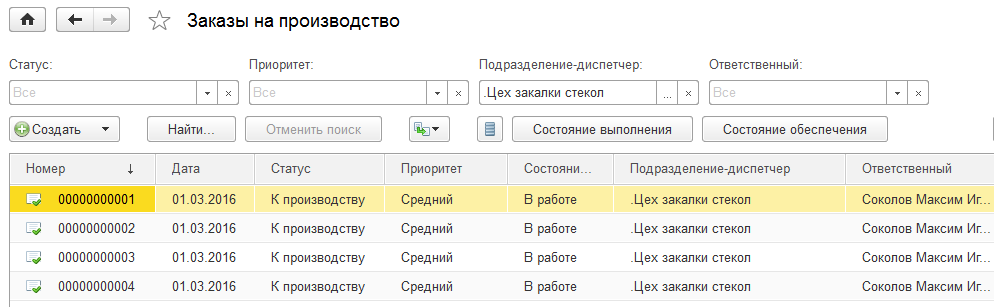
Итак, для примера создадим 4 заказа на производство, один заказ на каждый вид стекла (каждого вида стекла по 20 шт.). На примере – заказы должны быть выполнены в течение недели (начать не ранее 14.03.2016 - срок 18.03.2016):
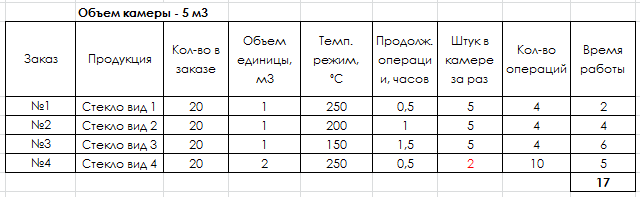
Как видно из таблицы – Стекла вида 1, 2 и 3 кратны объему камеры, и для выполнения закалки 20 шт. в камере объемом 5 м3 потребуется по 4 полные загрузки камеры.
Стекло вида 4 имеет объем 2 м3 – соответственно полностью камеру заполнить не сможет, в связи с чем потребуется 10 полных загрузок.
Исходя из количества операций и продолжительности каждой операции – для выполнения всех заказов нам потребуется 17 часов работы РЦ.
Введем заказы на производство в систему, рассчитаем график производства:
Сформируем маршрутные листы.
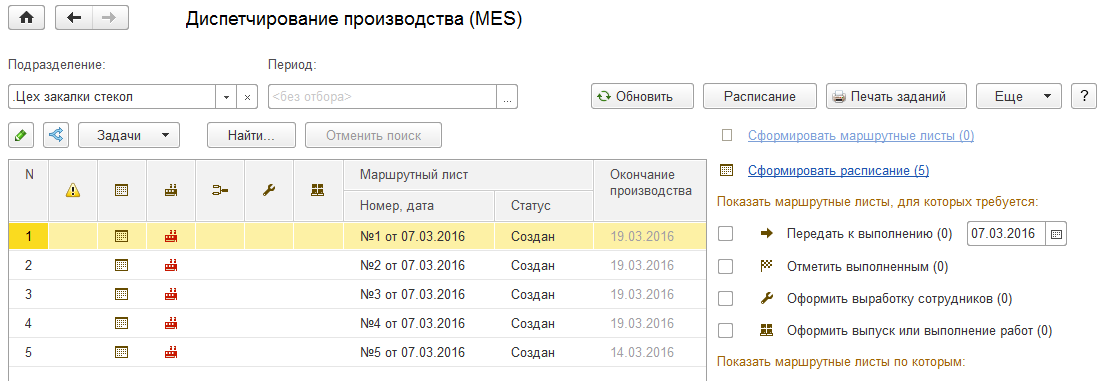
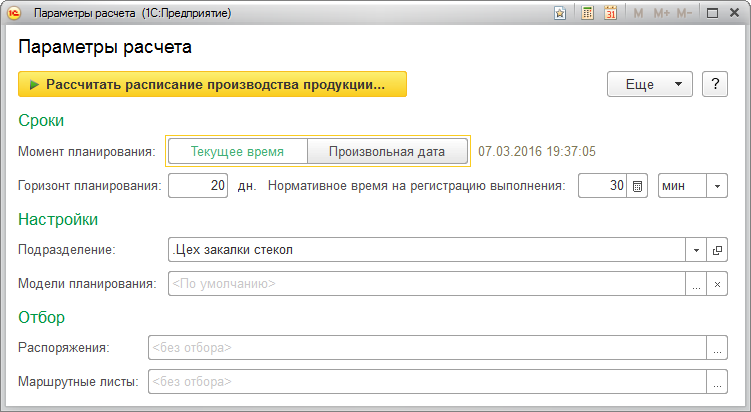
Перейдем к формированию расписания и нажмем Рассчитать:
Как система построит расписание рабочего центра?
Если по заказам 2 и 3 все просто – они выполняются в отдельных температурных режимах, то заказы 1 и 4 стоит рассмотреть подробнее:
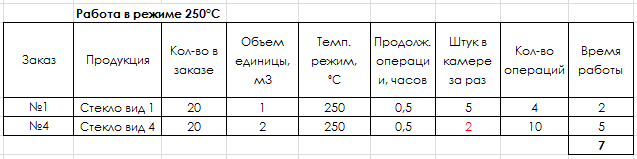
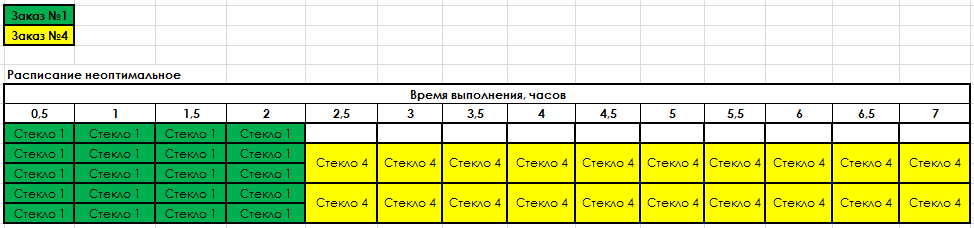
При неоптимальной загрузке работа камеры (в режиме Т=250) объемом 5 м3 схематично будет выглядеть следующим образом (одна строка – один м3):
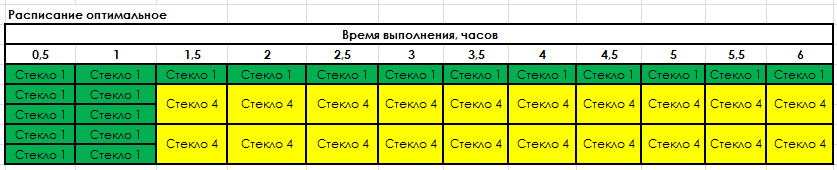
Оптимальным же будет следующее расписание (при котором РЦ полностью загружен, экономия одного часа работы):
Перейдем к рабочему месту Пооперационное планирование и построим расписание. Информация по операции доступна при наведении курсора:
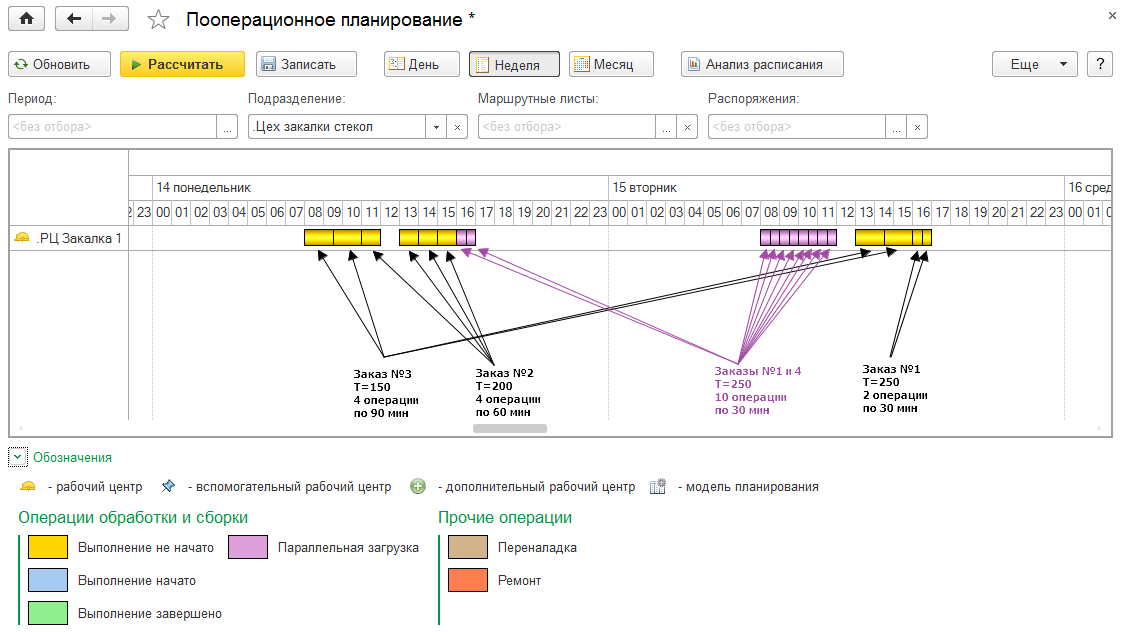
Как видно из графика, системой распланировано:
- 4 загрузки в режиме Т=150 (для заказа №3)
- 4 загрузки в режиме Т=200 (для заказа №2)
- 10 параллельных загрузок в режиме Т=250 (для заказов №1 и 4)
- 2 загрузки в режиме Т=250 (для заказа №1)
Исходя из схемы, представленной выше, можно сделать вывод, что именно такое расписание является оптимальным.
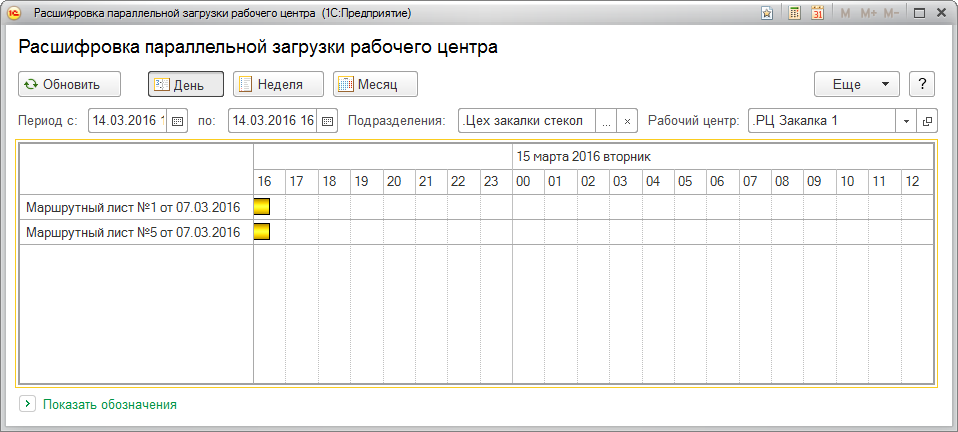
При двойном щелчке по параллельной операции система расшифрует ее до маршрутных листов (при щелчке по обычной операции – открывается маршрутный лист):
Таким образом, программа 1С:ERP «Управление предприятием 2.1» позволяет в полной мере реализовать планирование рабочих центров с параллельной загрузкой.
Дополнительные материалы об управлении производством в 1С:ERP Вы найдете в бесплатном учебном курсе Производственный учет и планирование в 1С:ERP